Bioreactor scale-up constitutes the pivotal transition for biopharmaceutical products moving from lab-scale development to commercial manufacturing. Its core dilemma lies in preserving consistent cellular cultivation conditions and critical product quality attributes across volumetric scales spanning multiple orders of magnitude. Scaling processes from 2 L lab bioreactors up to 20,000 L commercial production tanks is far from straightforward geometric enlargement. As working volumes expand, process engineers must resolve inherent discrepancies in oxygen supply capacity, substrate consumption, hydrodynamic shear stress, and bulk mixing homogeneity stemming from evolving physical and biological characteristics. Beyond technical hurdles, scale-up carries profound commercial implications: sponsors are required to demonstrate to regulatory authorities that commercial-scale processes can consistently deliver drug substances complying with predefined quality specifications.
Nevertheless, robust hydrodynamics theory alone cannot guarantee successful scale translation. Field-proven scale-up projects have validated that rigid adherence to equivalence of a single engineering parameter is insufficient to satisfy contemporary complex manufacturing demands. The industry is undergoing a paradigm shift toward deep integration of theoretical characterization and empirical operational experience. This article elaborates an experience-oriented scale-up methodology while identifying commonly overlooked influencing variables. By refining development philosophies and reducing overreliance on rigid parametric doctrines, process specialists can pinpoint optimal operating equilibria amid dynamically changing physical environments and achieve seamless, robust technology transfer from R&D to full-scale production.
Equipment Selection and Scale Tradeoffs Driven by Diversified Development Strategies
Within bioprocess scale-up pathways, equipment sizing and configuration no longer follow a universal standard; instead, selection is diversified based on product-specific properties, market deployment strategies, and cost-benefit analysis.
Currently, stainless steel (SS) stirred-tank bioreactors coexist alongside single-use (SU) bioprocess systems. Advancements in CHO cell line engineering and chemically defined medium optimization have drastically boosted monoclonal antibody (mAb) volumetric productivity, rendering 2,000 L single-use bioreactors the preferred platform for clinical trial material manufacturing and early-stage biotech startups. Single-use technology delivers exceptional operational flexibility, rapid product changeover capability, and streamlined infrastructure requirements by eliminating CIP/SIP installations, substantially cutting capital expenditure and mitigating cross-contamination risks.
Conversely, conventional large-volume stainless steel bioreactors ranging from 10,000 L to 20,000 L retain irreplaceable market dominance for blockbuster drugs with massive global market demand, owing to superior volumetric throughput and long-term operational stability. A hybrid deployment scheme has gained rising industry traction: single-use platforms are adopted for upstream seed train expansion to leverage flexible operation, while large stainless steel vessels are implemented for final-stage bulk production to balance production agility and full-scale output.
Beyond conventional vertical scale-up via increased individual tank volume, horizontal scale-out has emerged as a mainstream alternative strategy, whereby overall manufacturing capacity is expanded by replicating standardized modular production units rather than upsizing single bioreactor geometry. Such transformation signals progressive industry thinking: modern scale-up is no longer defined purely by volumetric expansion but constitutes comprehensive optimization balancing product consistency, continuous bioprocess potential, and end-to-end supply chain resilience. Regardless of selected technical route, the overarching objective remains optimizing production capacity elasticity and economic returns while adhering to regulatory quality compliance mandates.
Engineering Equivalence and Multivariate Balancing: Core Principles Governing Bioreactor Scale-Up
Realizing reliable lab-to-commercial translation hinges upon establishing verified engineering equivalence, the cornerstone of industrial bioreactor scale-up. Traditional textbook-centric scale-up philosophies prioritize maintaining process-independent control setpoints including temperature, pH and dissolved oxygen alongside geometric similarity such as fixed aspect ratios. However, nonlinear physical property shifts accompanying volumetric expansion from liters to tens of kiloliters render single-parameter matching unfeasible. Industrial practice confirms robust scale-up necessitates multidimensional tradeoff assessments across hydrodynamics, in-tank environmental gradients, and resultant cellular biological responses.
Re-evaluating Core Engineering Parameters: From Bulk Averaged Metrics to Localized Microenvironmental Effects
Volumetric power input (P/V) has long been recognized as the gold-standard scale-up criterion, demonstrating reliable performance predominantly for bioreactors below 2,000 L working volume. Its limitations as a lumped bulk parameter become pronounced at ultra-large scales, as averaged P/V values obscure extreme localized shear stress concentrated adjacent to impeller blades. For vessels exceeding 10,000 L nominal volume, impeller tip speed becomes the dominant limiting variable, tightly regulated to retain shear-safe operating windows for sensitive mammalian cell cultures.
Similarly, volumetric gas sparge rate quantified via volume per volume per minute (VVM) is conventionally used to cap aeration loading; yet actual cellular viability is predominantly dictated by often-underappreciated sparger hardware design specifications. For drilled-hole sparger configurations, the limiting constraint is not total aggregate gas throughput but orifice exit linear velocity. In CHO cultivation lacking potent shear-protective media additives, excessive sparge jet velocity directly inflicts irreversible cellular damage.
Underappreciated Physical Bottlenecks: Mixing Nonuniformity and Dissolved Oxygen Limitations
Mixing homogeneity represents one of the most elusive and frequently underestimated scale-up variables. Process developers commonly assume elevated agitation speeds can counteract volumetric enlargement yet overlook inevitable formation of persistent concentration gradients inside full-scale bioreactors. Prolonged bulk mixing residence times trigger localized pH swings, focal accumulation of metabolic byproducts such as lactic acid, and uneven feed distribution, ultimately driving inconsistent critical quality attributes including antibody glycan profiling.
Oxygen mass transfer coefficient (kLa) encounters severe scaling constraints as well. Surface-area-to-volume ratio (SA:V) declines exponentially with increasing tank dimension, concurrently reducing equilibrium oxygen solubility. Aggressive aeration escalation to offset oxygen deficit introduces detrimental hydrodynamic shear and bubble-associated cell trauma. Critically, carbon dioxide stripping efficiency deteriorates markedly at larger scales, exacerbated by elevated hydrostatic head pressure that exacerbates dissolved CO₂ buildup and culture acidification-induced growth inhibition. Consequently, subtle design parameters encompassing bubble residence duration, sparger layout and resultant bubble size distribution occupy decisive weight within scale-up mathematical modeling frameworks.
Nonlinear Biological Response to Scaled Microenvironments
A pervasive industry misconception presumes invariant cellular physiology across disparate bioreactor scales, ignoring profound metabolic perturbations triggered by microenvironmental gradients inside large-volume cultivation systems. For microbial fermentation processes, inadequate heat removal from exponentially rising metabolic heat load establishes intravessel temperature stratification capable of completely rewiring microbial metabolic pathways.
Furthermore, inoculum aging status, cultivation osmolality drift, and altered fed-batch kinetics under nonlinear physical conditions elevate risks of clonal phenotypic shift and modified cellular doubling time. Perfusion bioprocesses introduce additional scale-specific challenges requiring constant cell-specific perfusion rate maintenance and consistent retention device performance—challenges unresolvable via simplistic proportional dimensional scaling.
Transition Toward Multivariate and Digitalized Scale-Up Strategies
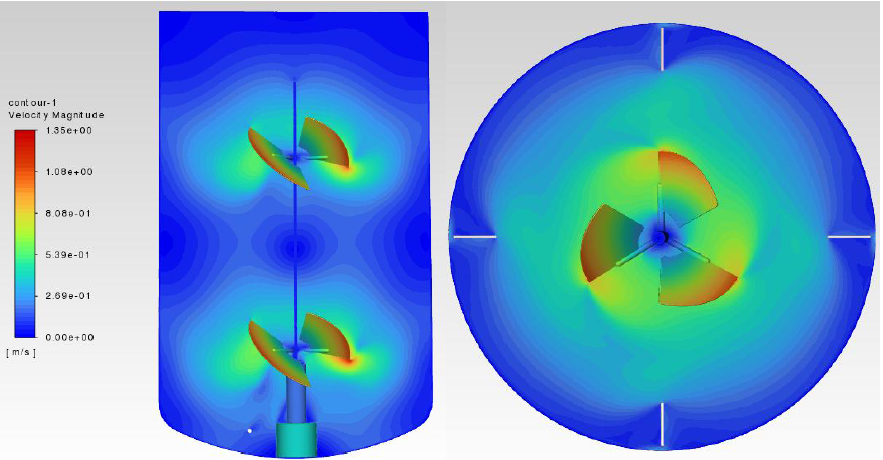
Sustainable scale-up implementation requires departing from overreliance on isolated hydrodynamic parameters toward a holistic risk-based multivariate development paradigm. Modern biomanufacturing converges legacy platform process knowledge with cutting-edge enabling technologies: computational fluid dynamics (CFD) simulates full-vessel flow field distribution, process analytical technology (PAT) enables real-time in-process monitoring, and artificial intelligence paired with high-throughput experimental datasets facilitates predictive bioprocess modeling.
This industry-wide shift from empiricism-driven development toward model-guided process design expedites scale-up timelines while constructing robust quality assurance architectures tailored for volatile large-scale manufacturing environments. For established biomanufacturers, institutionalizing cell-line and equipment-specific process knowledge forms core competitive advantages enabling rapid multiproduct platform switching and stable commercial operation.
Risk Assessment and Practical Scale-Up Pitfalls: Multidimensional Deviations and Downstream Consequences
Bioreactor scale-up cannot rely on geometric duplication of lab hardware; its fundamental obstacle originates from shrinking surface-area-to-volume ratios at elevated working volumes that destabilize intravessel physical field distribution. Such physical disequilibrium cascades into successive engineering complications and irreversible shifts in cellular metabolism and final product quality.
Chain Reactions Triggered by Imbalanced Physical Microenvironments
Impaired bulk mixing and compromised hydrodynamic similarity constitute primary scale-up pain points. Variations in tank aspect ratio, impeller-to-tank diameter ratio (D:T), and baffle geometry preclude replication of lab-scale homogeneous mixing inside large production vessels, generating steep spatial gradients of nutrients, pH, dissolved oxygen and inhibitory metabolites.
Extended mixing residence times create transient extreme pH spikes proximal to base addition ports, while impaired CO₂ stripping elevates dissolved inorganic carbon concentrations. Additional alkaline titrant required for pH compensation sequentially raises culture broth osmolality. Confronted with combined hyperosmotic stress and fluctuating microenvironments, cultured cells undergo metabolic reprogramming marked by aberrant lactate and ammonium overproduction.
Mass Transfer Limitations and Biological Consequences of Cellular Stress
kLa insufficiency remains a fatal scaling bottleneck. While enriched oxygen aeration or microporous spargers mitigate dissolved oxygen shortages, these remedial workarounds introduce secondary operational hazards. Increased agitation and sparge flow deployed to boost oxygen transfer amplify hydrodynamic shear and bubble-related damage to fragile mammalian cells.
These engineering deviations manifest across three key manufacturing dimensions:
Diminished cultivation performance: suppressed peak viable cell density (VCD), premature viability decline and inconsistent final product titer;
Drifted product critical quality attributes: heterogeneous microenvironments alter recombinant protein glycosylation patterns, charge variant distribution and aggregate formation, compromising therapeutic bioactivity and regulatory compliance;
Heightened operational vulnerability: excessive foaming interferes with in-situ sensor readouts, elevates microbial contamination probability, narrows acceptable process operating windows and compromises batch-to-batch reproducibility.
Strategic Evolution: Proactive Process Design and Bioprocess Intensification
Faced with inherent scale-up limitations, leading biopharma operators shift from reactive troubleshooting toward front-end proactive process planning. Rather than pursuing unlimited single-vessel volumetric expansion, enterprises prioritize bioprocess intensification to boost volumetric productivity within existing bioreactor footprints. Optimized high-density cell line construction and tailored culture media formulation enable yield doubling at fixed tank dimension, eliminating prohibitive capital investment and circumventing insurmountable hydrodynamic barriers encountered with ultra-large bioreactor design. Ultimately, successful scale-up hinges on incorporating commercial manufacturability constraints into early-stage lab-scale development workflows.
Raw Material Governance and Operational Excellence: Hidden Scale-Dependent Variables as System Engineering Challenges
Raw materials are frequently treated as invariant constants within scale-up calculation frameworks, yet field experience confirms feedstock variability constitutes a prominent source of scale-correlated process deviation. Moreover, volumetric scale-up drives exponential escalation in manufacturing complexity beyond physical dimensional changes. Successful technology transfer depends not merely on matching engineering equivalence but systematic control of raw material physicochemical behavior and robust site operational infrastructure.
Raw Materials: Magnified Microscale Variability at Commercial Scale
Despite fixed documented medium and feed formulations, raw material impacts on cultivation dynamics diverge drastically with scale enlargement. Large-batch media preparation involves prolonged mixing cycles, intensified mechanical shear, and extended storage plus transfer workflows that trigger degradation or precipitation of labile medium components, reducing bioavailability of trace metals and vitamins.
Crucially, pulsed bolus feeding coupled with retarded bulk mixing establishes persistent localized nutrient and osmolality gradients surrounding feed injection nozzles, creating in-vivo cellular microenvironments drastically divergent from homogeneous lab-scale cultivation conditions. Lot-to-lot inconsistency of complex raw inputs including lipid emulsions and recombinant growth factors is further amplified during large-volume feeding, acting as latent drivers of metabolic drift and fluctuating critical quality attributes (CQAs). Accordingly, raw material characterization should undergo formal risk ranking and specification definition as core scale-up parameters instead of post-hoc procurement considerations.
Operational Constraints Imposed by Physical Hardware Limitations
Transition from lab-scale hardware to large stainless steel or single-use biocontainer systems substantially elevates manufacturing execution complexity. Lengthy CIP/SIP cycles for stainless steel tanks reduce production turnover flexibility, whereas proliferated process connections and manual manipulations raise microbial contamination risks.
In-situ sensor functionality degrades within oversized vessels due to unrepresentative probe positioning, delayed signal response and pump dead-volume artifacts that destabilize closed-loop control and induce overshoot during fed-batch dosing. Undersized or lagging supporting utilities including clean steam, process gas and chilled cooling water shrink validated process operating ranges, forcing suboptimal control setpoint compromises. For single-use workflows, additional operational hurdles encompass bag manipulation, post-installation integrity testing and coordinated specialty consumable supply chain management, demanding rigorous cross-functional site execution capabilities.
Organizational Mindset Transition from Component Technical Design to Systematic Process Engineering
Effective scale-up mandates corporate cultural evolution from discrete parameter matching toward validated design space establishment. Top-tier biomanufacturers implement layered systematic risk mitigation frameworks across three hierarchical dimensions:
Technical layer: deploy PAT and off-gas analysis for real-time process visibility; adopt advanced granulation technology (AGT) to streamline bulk media compounding; leverage CFD modeling to refine fed-batch addition profiles;
Managerial layer: enforce fully closed processing architecture and standardized operating procedures (SOPs); conduct pre-commercial engineering trials and process simulation to identify procedural nonuniformities prior to formal production initiation;
Organizational layer: strengthen cross-functional alignment between upstream and downstream development teams. Heightened upstream batch output directly imposes capacity pressure on downstream purification workflows; cross-departmental data sharing enables rapid root-cause identification and corrective action implementation following unexpected process drift.
Bioreactor scale-up cannot be simplified as proportional volumetric replication of laboratory bioprocesses but represents holistic system engineering spanning physical hydrodynamics and inherent biological laws. From upfront strategic roadmap drafting to final commercial launch, development teams must resolve hydrodynamic obstacles accompanying liter-to-kiloliter volumetric expansion while balancing competing variables within dynamically shifting cultivation microenvironments.
Sound scale-up methodologies redirect focus away from rigid conventional engineering equivalence toward comprehensive process characterization. Beyond benchmark mass transfer (kLa), volumetric power input (P/V) and shear stress parameters, practitioners must prioritize gradient formation stemming from prolonged bulk mixing—pH, dissolved oxygen and metabolic byproduct stratification feed back nonlinearly on cellular physiology, triggering stress-induced metabolic shifts and unwarranted CQA drift. Concurrently, raw material microhomogeneity and physicochemical transformation during large-volume compounding remain decisive determinants of scale-up success or failure.
Looking ahead, the biopharmaceutical sector continues evolving from remedial scale correction toward proactive front-end process development. Synergistic deployment of CFD, PAT and AI-enabled predictive modeling delivers precise design-space definition. Combined with bioprocess intensification initiatives and refined operational governance, developers achieve optimal capacity and profitability under stringent regulatory quality benchmarks, translating bench-scale biological discoveries into commercially viable therapeutics accessible to global patients.
As a leading process-oriented engineering company, Sino Bioengineering delivers professional bioengineering solutions and comprehensive technical services to clients worldwide.
For more products and solutions: https://sinobioengg.com/category/solution/
For more service: https://sinobioengg.com/category/service/






